




Taktzeitrisiko
Taktzeit unter Druck
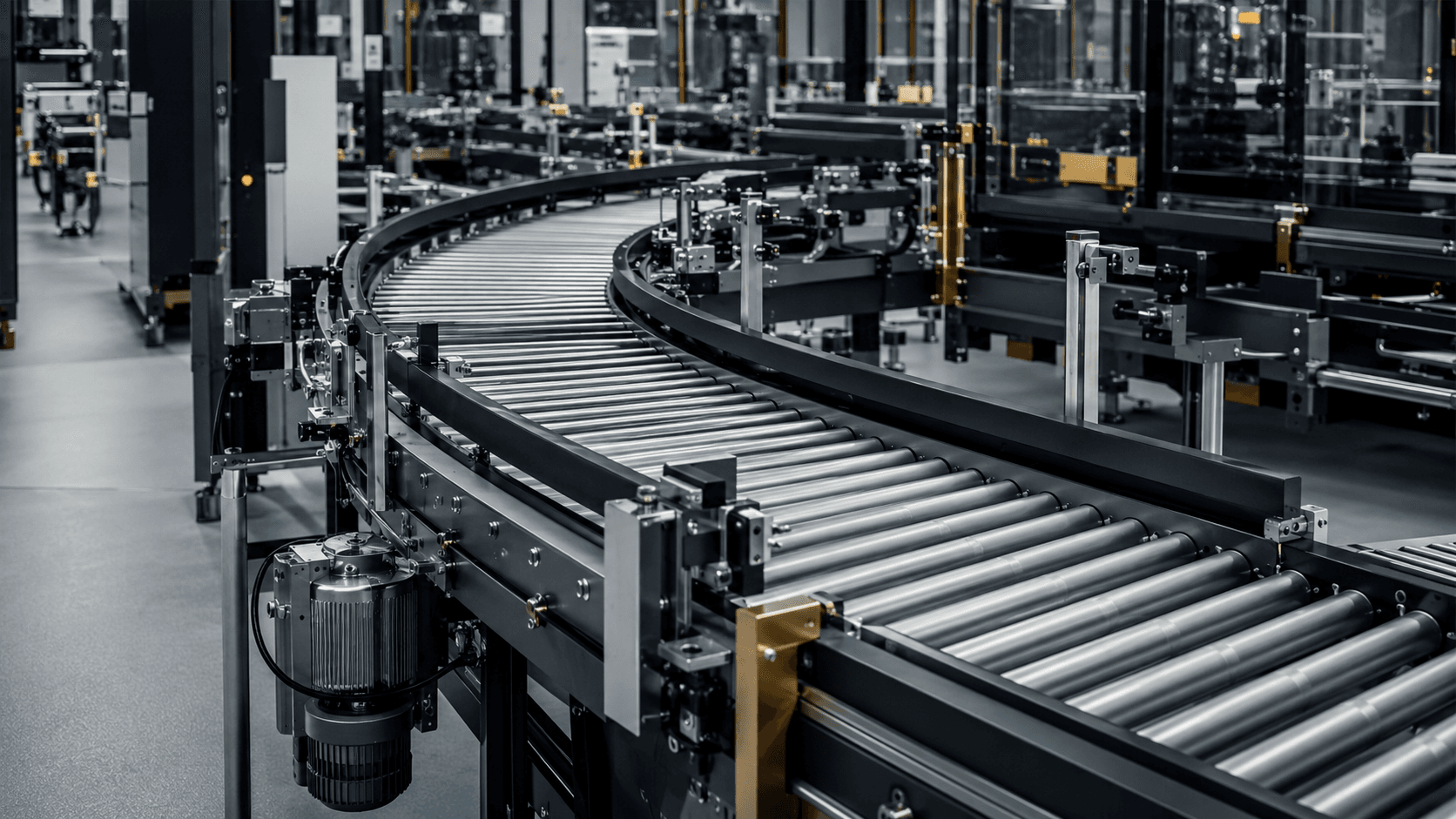
Mehr Varianten, kleinere Lose und engere Lieferfenster bringen manuelle Übergaben an ihre Grenze. Die Linie braucht Taktstabilität, ohne die Bedienung komplizierter zu machen.
kritischer Engpass
INITIALIZING INDUSTRIAL SYSTEMS
INDUSTRIAL AUTOMATION / ROBOTIC SYSTEMS
VORQON Industrial Systems entwickelt robotergestützte Produktionssysteme, Retrofit-Lösungen und intelligente Anlagenkonzepte für industrielle Unternehmen mit hohen Anforderungen an Taktzeit, Präzision und Skalierbarkeit.
120+
Anlagenkonzepte
von Zelle bis Linienverbund
18
internationale Rollout-Szenarien
illustrativ im Konzeptmodell
30%
weniger manuelle Prozesszeit
als Konzeptziel im Case
24/7
Produktionsumgebungen
auf Diagnosefähigkeit ausgelegt
Beispielhafte Kennzahlen innerhalb dieser Konzeptreferenz.
Engpasslogik
Die kritischen Stellen liegen selten in einer einzelnen Komponente. Sie entstehen dort, wo Takt, Mensch, Maschine und Datenlage nicht mehr sauber zusammenspielen.
Mehr Varianten, kleinere Lose und engere Lieferfenster bringen manuelle Übergaben an ihre Grenze. Die Linie braucht Taktstabilität, ohne die Bedienung komplizierter zu machen.
Wenn Störungen nur lokal sichtbar werden, verliert das Werk Zeit in der Suche. Diagnose, Zugriff und Ersatzteilpfade müssen bereits im Anlagenkonzept mitgedacht werden.
Gewachsene Maschinenparks können selten einfach kopiert werden. Entscheidend ist eine modulare Zellarchitektur, die Erweiterung, Retrofit und Servicefähigkeit zulässt.
Integrated Cell Logic
Mechanik, Robotik, Safety und Datenebene werden als ein System entworfen.
Systemlogik
Die Anlage soll nicht nur funktionieren, sondern sich im Betrieb kontrolliert anfühlen: klare Zustände, präzise Mechanik, nachvollziehbare Bedienung und messbare Performance.
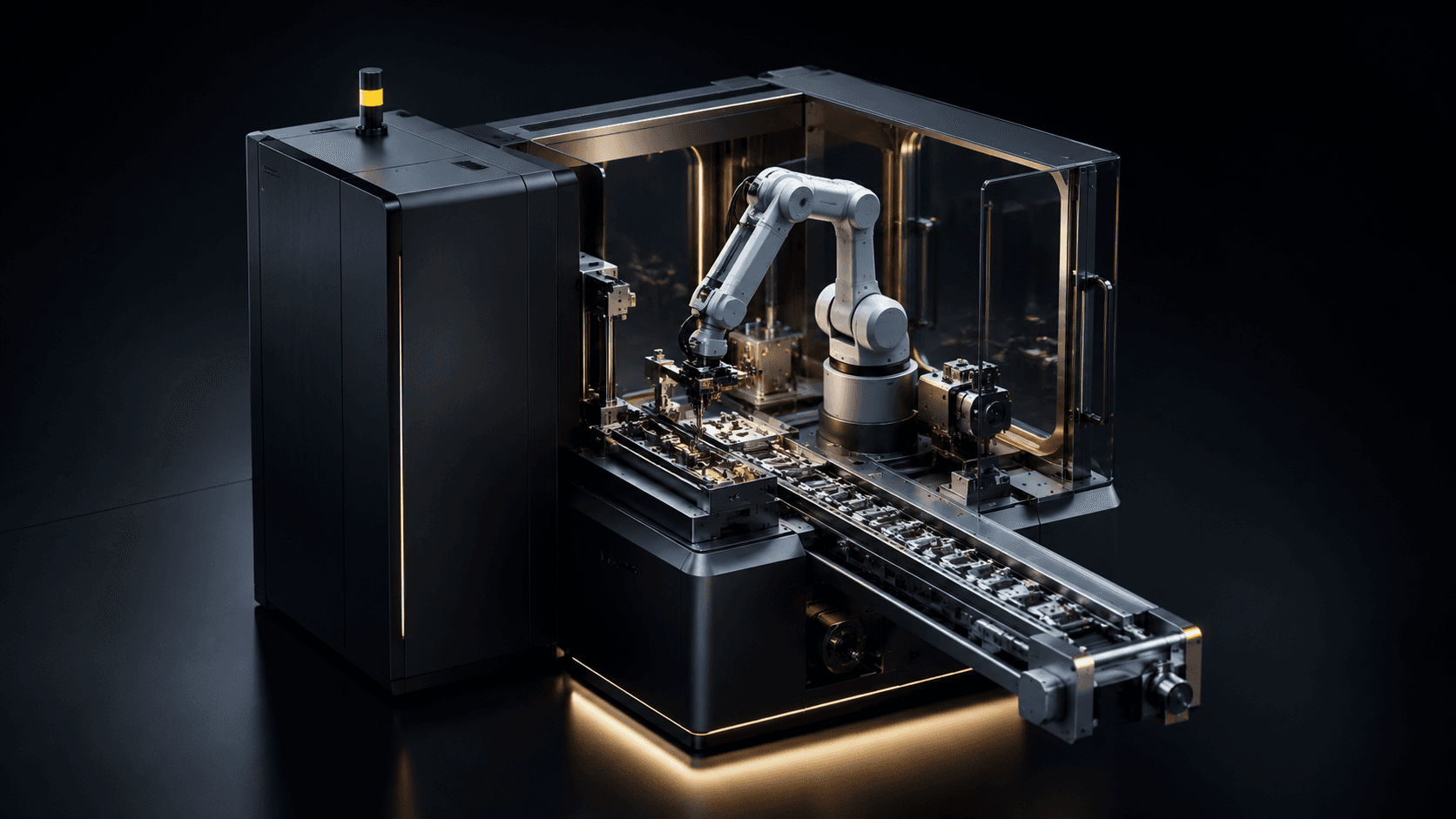
ZELLARCHITEKTUR
Roboter, Greifer, Schutzraum, Fördertechnik und Bedienung werden zu einer Zelle verdichtet, die im Werk logisch wirkt und taktstabil arbeitet.
Takt, Safety und Bedienwege in einem Architekturmodell.
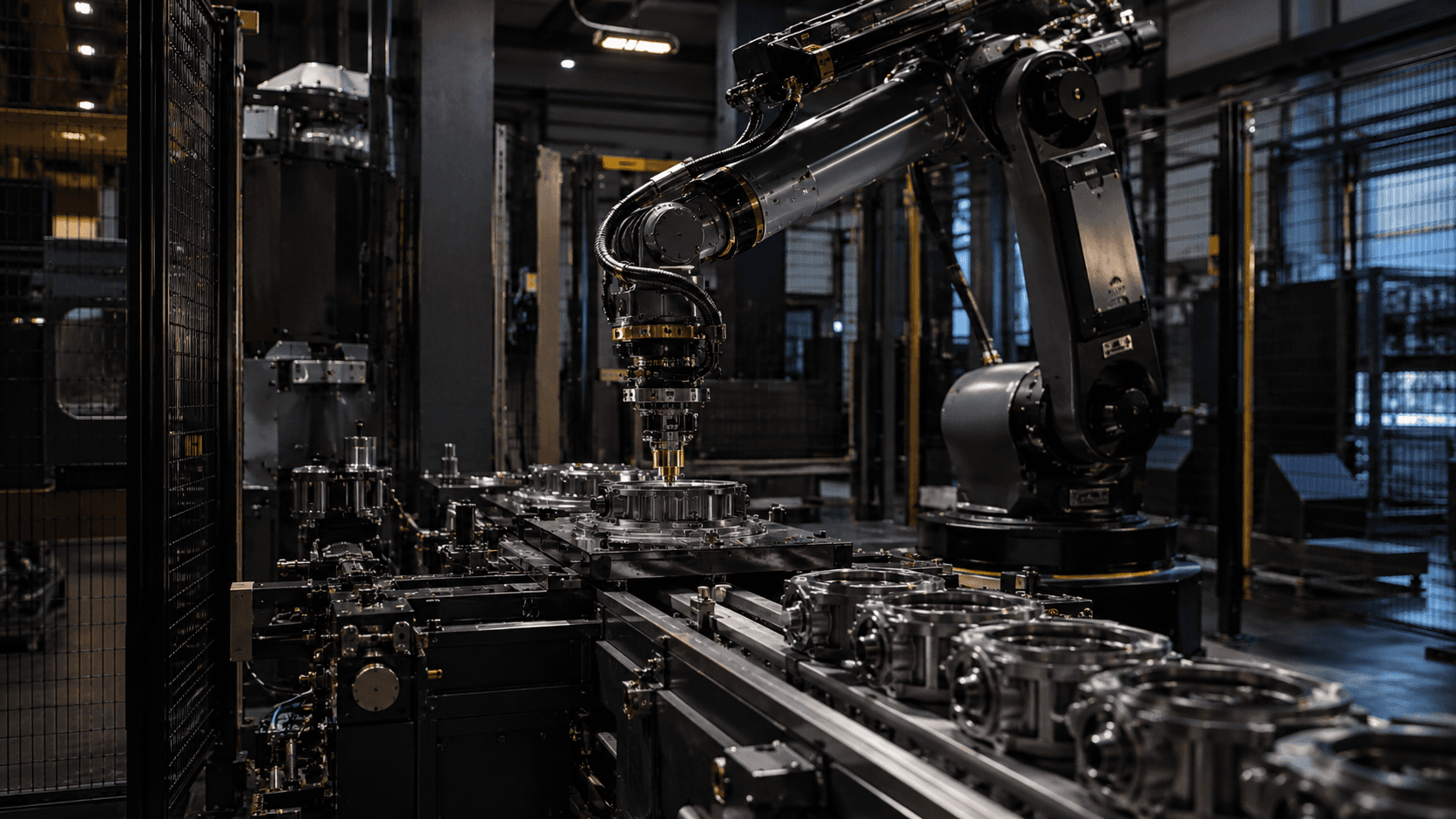
RETROFIT-PFAD
Mechanik, Steuerung und Datenanbindung werden gezielt modernisiert, ohne die produktive DNA der Linie zu zerstören.
Modernisierung in planbaren Umbaufenstern.
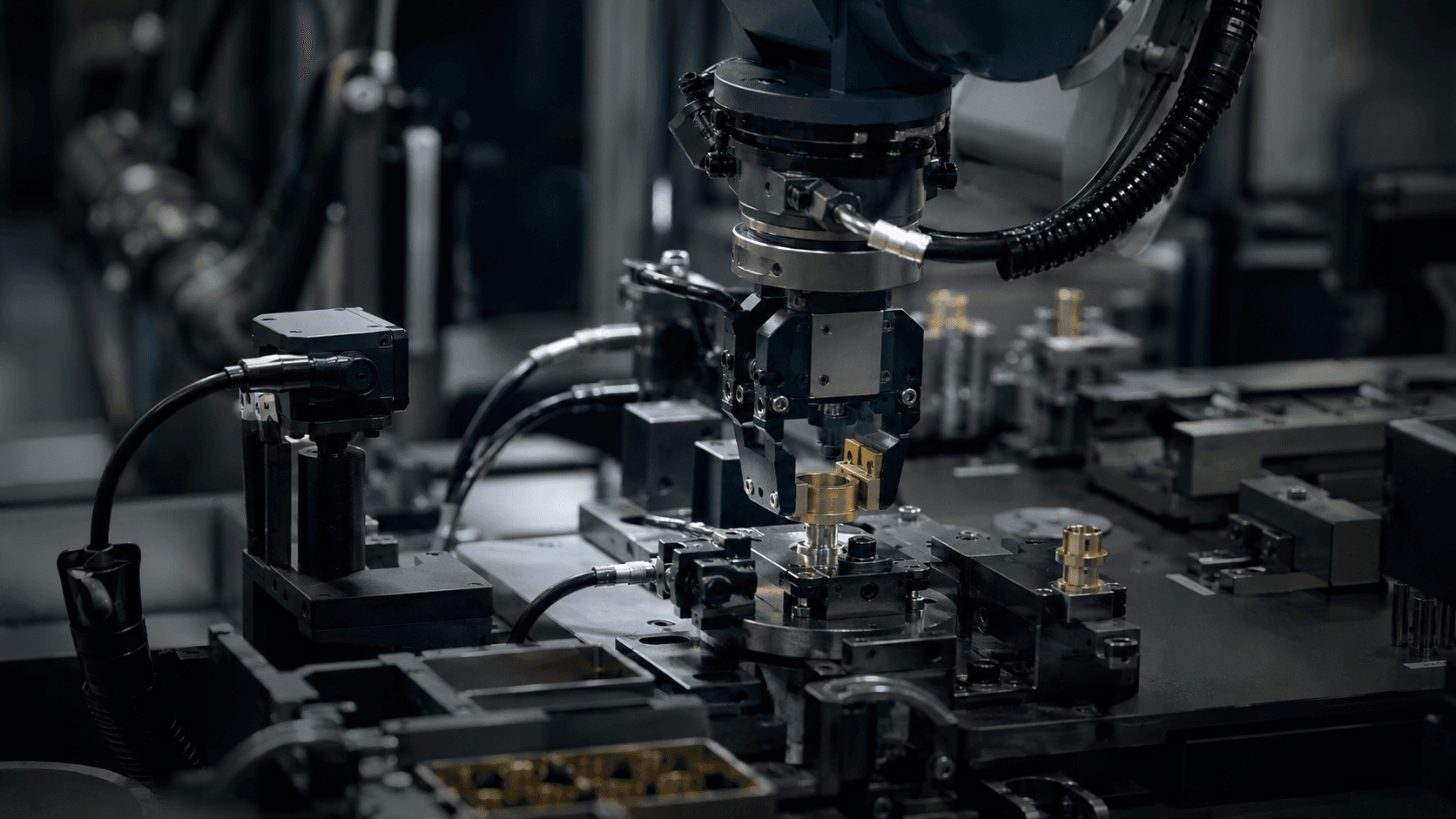
STEUERUNGSEBENE
SPS, HMI, Sensorik und Monitoring werden so verbunden, dass Zustände messbar, Entscheidungen schneller und Servicewege klarer werden.
Diagnosepfade bis auf Signal- und Komponentenebene.
Systemarchitektur
Kontrolliertes Systembild
Mechanik, Sensorik, Steuerung und Datenebene greifen nicht nacheinander, sondern als abgestimmtes System.
Mechanik
Vorrichtungen, Greifer und Schutzzonen bilden den stabilen Zellkörper.
Sensorik
Messpunkte und Zustandsbilder machen Prozessgrenzen früh sichtbar.
Steuerung
SPS, HMI und Bedienlogik führen die Anlage kontrolliert durch den Betrieb.
Datenebene
Störgründe, Taktzeiten und Servicefenster werden auswertbar.
Automation Blueprint
Der Blueprint übersetzt Prozesswissen in ein technisches Anlagenmodell: Mechanik, Robotik, Steuerung, Sensorik und Datenlogik werden früh gemeinsam sichtbar.
Links entsteht die Prozesslogik, rechts das technische Systembild. So wird früh sichtbar, welche Stationen, Signale und Servicepunkte zusammenarbeiten müssen.
Takt, Varianten, Bedienwege, Störbilder und Qualitätskriterien werden direkt am realen Prozess aufgenommen.
Aus Anforderungen entsteht ein Zellkonzept mit Bauraum, Sicherheit, Materialfluss, Greiferlogik und Servicezugängen.
Robotik, Fördertechnik, Sensorik, SPS, HMI und Prüftechnik werden als integriertes System ausgelegt.
Vorabnahme, Inbetriebnahme, Bedienerschulung und Ramp-up folgen einem klaren technischen Nachweis.
Betriebsdaten, Störgrundlogik und Zustandsindikatoren machen Leistung nach dem Go-live kontrollierbar.
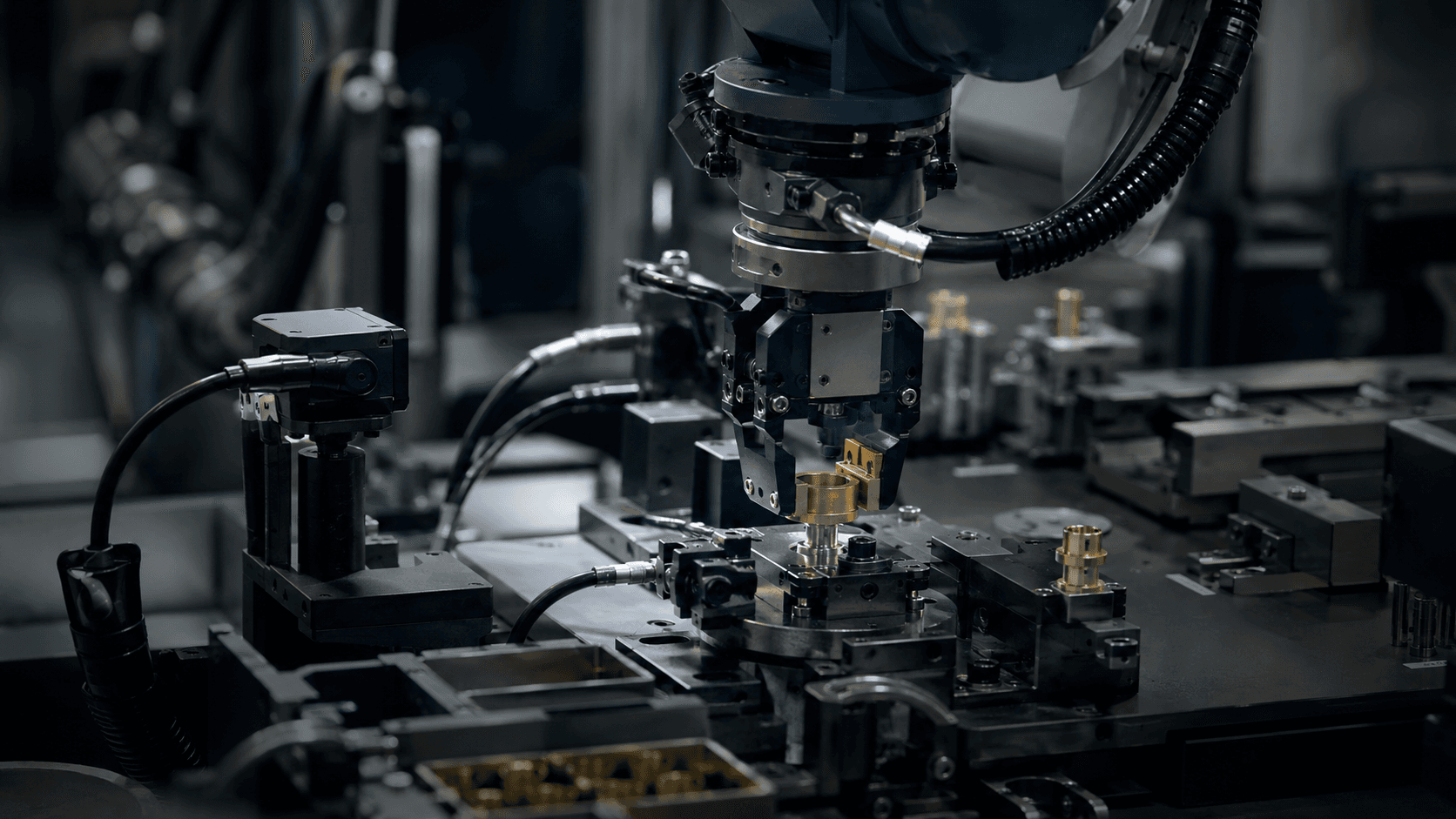
Roboterzelle
Handling und Montage
Materialfluss
Pufferung und Transfer
Inline-Prüfung
Messpunkt im Prozess
SPS / HMI
Bedien- und Diagnoseebene
Datenebene
Zustände und Servicefenster
Anlagenlogik
Systemfelder
Dieses Referenzkonzept betrachtet Automatisierung nicht als Inselprojekt. Jede Systemebene ist auf Betrieb, Skalierung, Wartung und spätere Optimierung ausgelegt.
Von der ersten Roboterzelle bis zum digitalen Servicepfad bleibt die Architektur modular, dokumentiert und diagnosefähig.
Zellarchitektur
Montage-, Handling- und Zuführzellen mit präziser Greifertechnik, sicherem Bedienraum und taktstabilen Bewegungsprofilen.
Materialfluss
Linienverkettung, Pufferlogik und Bauteiltransport für Produktionsumgebungen, in denen Materialfluss kein Nebenthema ist.

Retrofit-Pfad
Modernisierung bestehender Anlagen mit neuer Steuerung, Sensorik, Diagnose und mechanischen Verbesserungen in planbaren Umbaufenstern.
Steuerungsebene
SPS, HMI, Schaltschränke und Signalarchitektur mit Diagnosepfaden bis auf Komponentenebene.
Inline-Prüfung
Prüfstationen, Vision-Logik und prozessnahe Messpunkte, die Qualität nicht nachträglich suchen, sondern inline absichern.
Servicefähigkeit
Wartungslogik, Ersatzteilstruktur, Remote Support und Servicefenster für Anlagen, die nach der Abnahme verlässlich bleiben müssen.
CONCEPT CASE
Wie aus manuellen Prozessschritten eine skalierbare Montagezelle wird.
Das Konzept bündelt robotergestütztes Handling, inline Qualitätsprüfung, modulare Fördertechnik und eine Diagnoseebene für Produktion und Service.
Vorher
Manuelle Übergaben
Prozessschritte sind verteilt, Qualitätsprüfung und Störbilder werden spät sichtbar.
Nachher
Geführte Zelllogik
Handling, Prüfung, Materialfluss und Diagnose arbeiten als skalierbares Modul.
Taktbild
modular auslegbar
Zellkern
Robotik + Inline-QC
Service
Remote-fähige Diagnose
-30%
manuelle Prozesszeit
durch geführte Zelllogik
+22%
stabilerer Linienoutput
als konzeptioneller Zielkorridor
3
skalierbare Zellmodule
Handling, Prüfung, Transfer
24/7
diagnosefähiger Betrieb
mit Service- und Remote-Pfad
Branchenlogik
Die Anforderungen unterscheiden sich je nach Werk deutlich. Das Referenzkonzept übersetzt diese Unterschiede in Zellarchitektur, Steuerungslogik und Servicefähigkeit.
Sonderprozesse, robuste Montagezellen und Retrofit-Pfade für Hersteller mit hoher Variantenlogik.
Takt
Linienstabilität
Safety
Absicherung
Service
Betrieb
Engineering Process
Der Prozess ist bewusst technisch geführt: frühe Analyse, klare Architektur, saubere Integration und ein Servicepfad, der nach der Abnahme weiter funktioniert.
Ziele, Restriktionen, Umbaufenster und erste Risiken werden technisch geklärt, bevor ein Lösungspfad festgelegt wird.
Taktzeiten, Bedienwege, Störbilder, Qualitätsanforderungen und Schnittstellen werden am realen Prozess aufgenommen.
Das Konzept bündelt Zelllayout, Sicherheitslogik, Materialfluss und Servicezugänge als belastbares Gesamtbild.
Mechanik, Greifer, Vorrichtungen und Schaltschränke werden mit Fokus auf Wartbarkeit und Serienbetrieb ausgelegt.
SPS, HMI, Robotik, Sensorik und Datenlogik werden verbunden, getestet und für die spätere Diagnose vorbereitet.
Ramp-up, Abnahme, Bedienerschulung und Leistungsnachweis erfolgen mit klaren Eskalationswegen.
Nach dem Go-live werden Daten, Wartungsfenster und Rückmeldungen genutzt, um Verfügbarkeit und Performance weiter zu stabilisieren.
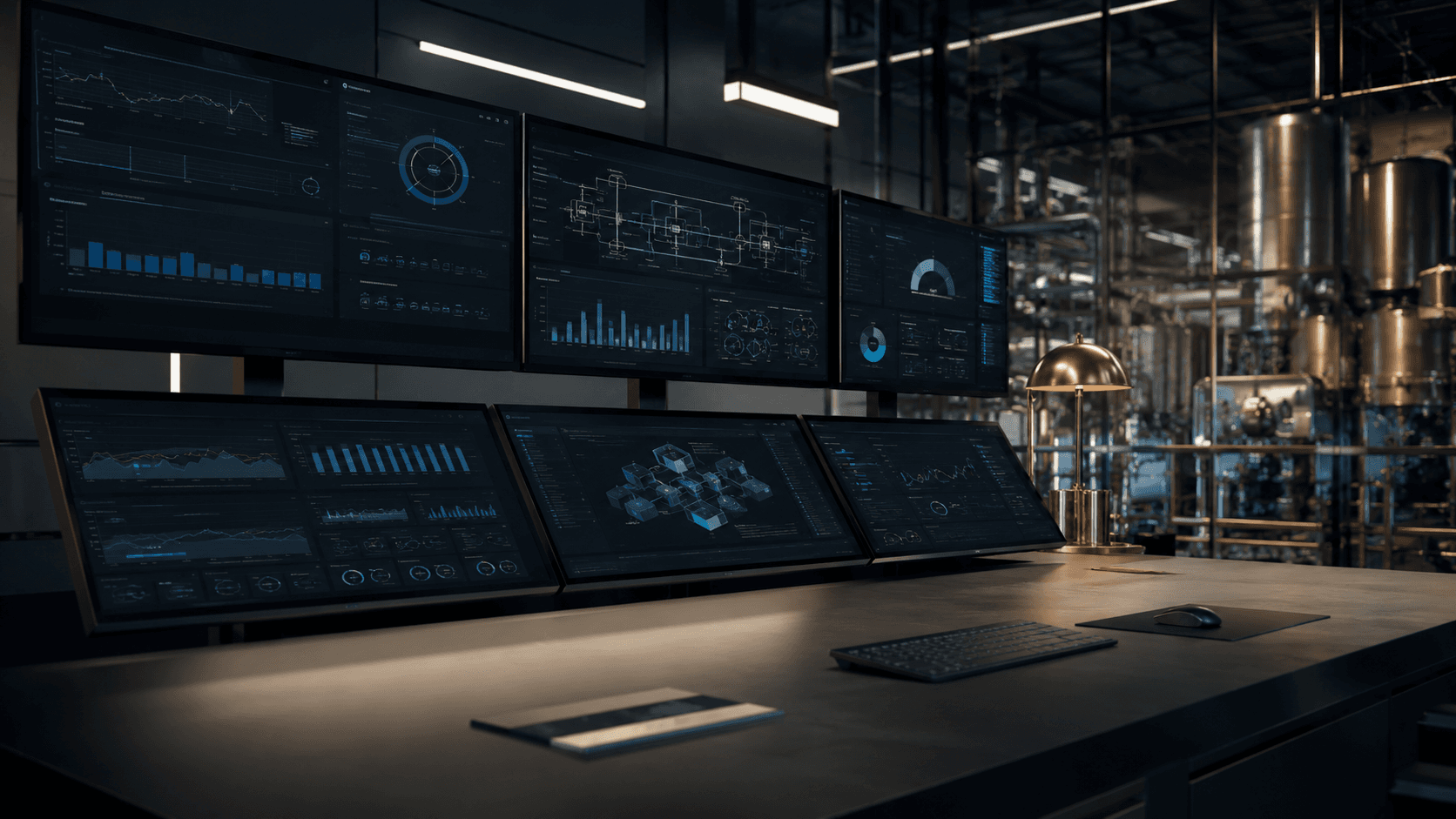
Digitale Anlagenebene
Die digitale Ebene schafft keine abstrakte Dashboard-Welt, sondern handlungsfähige Transparenz für Produktion, Instandhaltung und Service.
Bedienlogik, Zustände und Meldungen werden so strukturiert, dass Schicht und Instandhaltung schnell handeln können.
Signalqualität, Grenzwerte und Zustandsfenster werden als Grundlage für stabile Prozesse sichtbar.
Taktzeit, Störgrund, Ausschuss und Zellstatus werden in eine gemeinsame Betriebslogik gebracht.
Verschleißindikatoren, Zyklen und Servicefenster unterstützen Wartung, bevor Ausfälle entstehen.
Diagnosezugänge und Freigabelogik ermöglichen technische Unterstützung über verteilte Werksumgebungen hinweg.
OEE-nahe Kennzahlen und Linienstatus machen Verbesserungen nach dem Go-live messbar.
OPC UA / Diagnostics
Die Steuerung bleibt der harte Kern. Die Datenebene macht sichtbar, welche Station bremst, welches Signal instabil wird und welcher Servicepfad als Nächstes relevant ist.
PLC
HMI
DATA
Projektstart
Komplexe industrielle Leistungen brauchen eine digitale Bühne, die Technik, Nutzenargumentation und Entscheidungswege präzise zusammenführt.

